The first design which made use of the soluble support material was a simple gear mesh test found here on Thingiverse. The print turned out functional, but the gears had a lot of freeplay and wasn't a great example of what I believed the printer was capable of.
I wanted something challenging to print, I settled on designing a bearing, specifically a roller bearing, this suited a first design as it is relatively easy to design and print compared to a ball bearing. Using information learned from an MIT Fundamentals of Design pdf on bearings I wrote an OpenSCAD script to generate a roller bearing design given desired inner and outer diameters, you can find the script on my github.
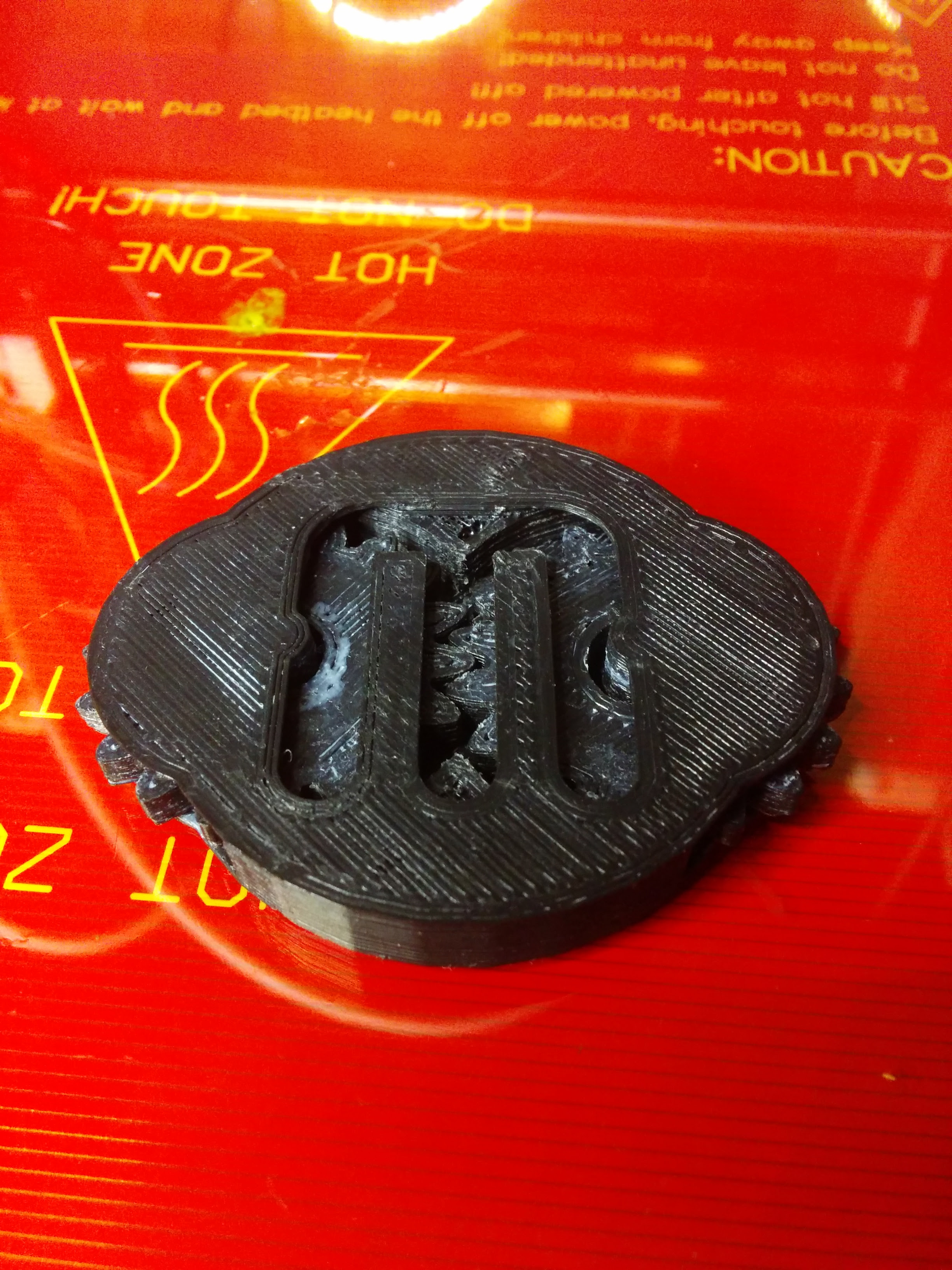
The design went through a couple of iterations, this first version I printed had a very small gap between the inner and outer side walls, this made it very difficult to get the soluble support material out.

Below is the latest render of the bearing without the outer wall to show the internal workings, in this iteration the gap between the inner and outer sidewalls has been increased to allow more liquid flow into the internals of the bearing. The ring running through the center of the rollers is the cage, this keeps the rollers spaced correctly.


The final print is dissolved in limonene, it took quite some time to dissolve the support but in the end A couple of the rollers were still stuck. In the process of trying to work them loose one of the rollers snapped in half at the cage so I will be reprinting again. It can handle a filament spool but I don't think it would survive at anything but slow speeds.

See here for the design on thingiverse or on my github.
I might try redesigning the cage in the future, in replace of the single cage there would be a cage either end of the rollers. This would make the support material between the roller and cage easier to dissolve. However it has a couple of downsides, it will mean more support material to support a second cage and restrict the side openings.
Matt

I wanted something challenging to print, I settled on designing a bearing, specifically a roller bearing, this suited a first design as it is relatively easy to design and print compared to a ball bearing. Using information learned from an MIT Fundamentals of Design pdf on bearings I wrote an OpenSCAD script to generate a roller bearing design given desired inner and outer diameters, you can find the script on my github.
The design went through a couple of iterations, this first version I printed had a very small gap between the inner and outer side walls, this made it very difficult to get the soluble support material out.


For the first print I generated more support material than needed, I rectified this and below you can see a render of the support structure less the outer wall support. One of the biggest reduction in disolving time is to adjust the slicing settings for the soluble support I used slic3r with the following settings:
For soluble support:
-Extruder soluble material (HIPS)
-Top solid layers 1
-Solid bottom layers 0
-Perimeters 0
-Solid infill threashold area 1mm^2
For bearing:
-Extruder solid material (ABS)
-Top solid layers 3
-Solid bottom layers 3
-Perimeters 5
The removal of unnecessary support and adjustment of slicing settings keeps the amount of material to be dissolved as minimal as possible and saves on your dissolving fluid.


See here for the design on thingiverse or on my github.
I might try redesigning the cage in the future, in replace of the single cage there would be a cage either end of the rollers. This would make the support material between the roller and cage easier to dissolve. However it has a couple of downsides, it will mean more support material to support a second cage and restrict the side openings.
Matt
No comments:
Post a Comment